
3制造数据集_【深度】离散制造业APS生产数据结构剖析
本文阐述了APS(advanced p1anning system)高级计划排程系统的概念、功能及其在离散制造业中的巨大潜力。第01章概述在离散制造业中,APS主要是解决多工序、多资源的优化调度问题。在计划排程的过程中,APS将综合考虑企业内外的资源和能力约束条件,并用复杂的智能化运算法则,做常驻内存的计算。它可以为物料、机器设备、人员等资源提供同步的、实时的、具有约束能力的计划安排。因...
第
01
章
概述
在离散制造业中,APS主要是解决多工序、多资源的优化调度问题。
在计划排程的过程中,APS将综合考虑企业内外的资源和能力约束条件,并用复杂的智能化运算法则,做常驻内存的计算。它可以为物料、机器设备、人员等资源提供同步的、实时的、具有约束能力的计划安排。
因此,它能及时响应客户要求,提供精确的交货日期,减少在制品与成品库存,提高资源利用率,挖掘出企业经济效益方面的巨大潜能。
第
02
章
APS生产数据结梅
在APS(在下文中,如果没有特殊说明,APS均指应用于离散制造业的APS)中,数据结构是一个最基本概念,是表达和组织生产对象及其生产过程的信息体系。下面将着重扶APS的生产数据描述、生产数据模型和生产数据关联3个方面来探讨APS生产数据的结构。
1、APS的生产数据描述
APS中的生产数据描述了离散制造企业内各个对象的属性信息,它是构建企业生产信息化系统的基本元素。
在这些生产数据中,有些数据不随时的变化而变化的,被称之为静态数据;与之相反,有些数据是随生产状态的变化而发生动态变化的,被称之为动态数据。
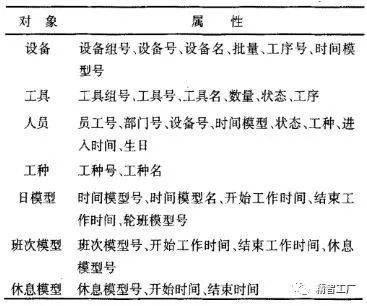
① 静态数据
主要描述了离散制造企业内一些静态对象的相关信息,见表1。在生产过程中,这些对象信息更新很少,是企业生产的基础。
表1:静态数据属性表
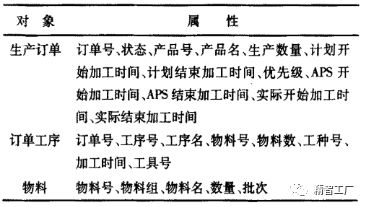
② 动态数据
主要描述了那些与时间密切相关的生产对象的信息,表2。它们更薪频率快,是企业生产关注的重点对象。
表2:动态数据属性表
2、APS的生产数据模型
生产数据模型是计划排程的基础,APS通过对企业静态对象建模,辅助以动态对象信息即可进行计划排程。这使我们主要研究离散企业的4种基本生产数据模型:时间模型、设备模型、人员模型和工具模型。
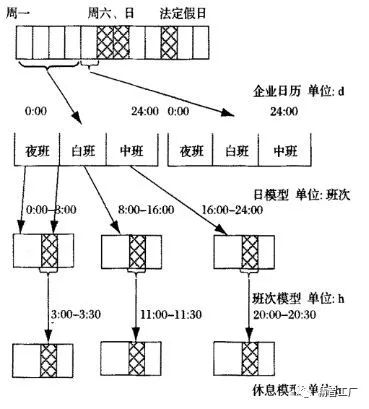
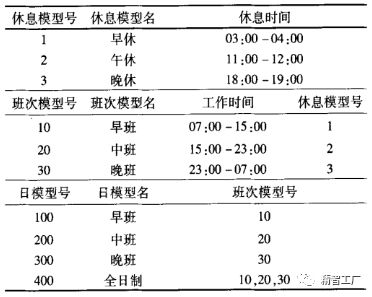
① 时间模型
时间模型定义了APS计划排强对象——设备、人员、工具等的可用性,这使得APS计划排程的结果更贴近于生产实际。时间模型定义可分为4个层次:企业日历、日模型、班次模型和体患模型,图1。
图1:时间模型
② 设备模型
APS计划排程的核心是设备,目标就是均衡设备负载、最大设备产能。设备模型的好坏直接决定了计划排程结果的准确性。
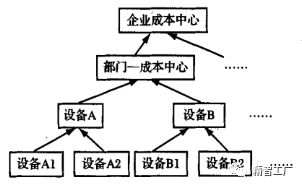
一般情况下,设备模型按照设备功能将其划分为不同的设备组,见图2。
同一设备组内的设备可以加工相同的工序,彼此之间是可以互相替换的。设备组的父节点是部门成本中心,它包含1个完整的生产流程。该部门成本中心可以生产某种或某些产品,它定义了APS计划排程的基本范畴。
图2:设备模型
但是在某些特殊情况下,企业生产并不完全是基于设备组进行的。
例如某企业有一系列设备组,这些设备组之间有1条固定的生产线路:A1-C2-B2-A1,工件在这些设备之间依次通过固定的传送带运输,即该生产流程是固定不变的。
显然,上述设备模型在此已变得不再适用,此时需要在APS中建立一条专门的生产线路,见图3。
图3:订单计划排程
③ 工具模型
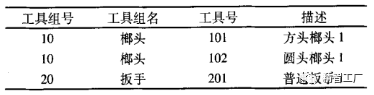
工具主要用于辅助设备生产,不同工序需要不同工具来辅助其完成加工。工具按照功能划分为不同的工具组,见图4。
图4:工具模型

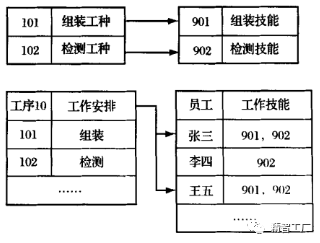
④ 人员模型
在企业内,设备的操控需要具备某种技能的人员,因此良好的人员计划调度是保证设备正常运作的基础。
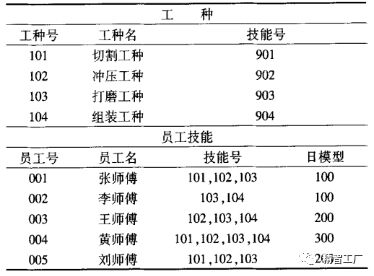
一般来说,人员是按照其掌握的操作技能来划分的,见图5。一道工序可能对应多个不同的工种,每个工种对应某种特定的技能,每个员工可以对应1个或多个特定的技能。
图5:人员模型
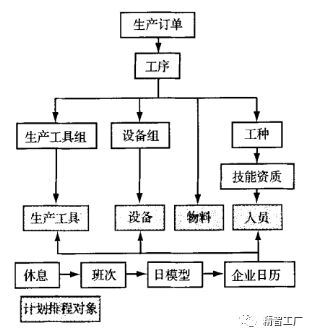
3、APS的生产数据关联
生产数据关联可以帮助我们在静态数据模型上合理的配置动态数据,使两者之间达到很好的信息交互。
图6描述了APS中生产数据的关联情况,根据生产数据模型,可以将工序对应到4类对象的需求:生产工具组、设备组、物料和工种。
生产工具组和设备组都由一系列具备相同功能的生产工具和设备组成,时间模型决定了它们的可用时间段;具备相同技能资质的人员属于同一个工种,时间模型决定了他们的工作时间段:这样就得到了每一步工序相对应的生产工具集、设备集、人员集和物料的需求。
APS根据对象集内单个对象的可用性以及工序之间的逻辑关系,使用内置的算法即可计算出产品每一步工序的具体需求,实现将任务安排到最细粒度的生产资源。
图6:数据关联
第
03
章
实例
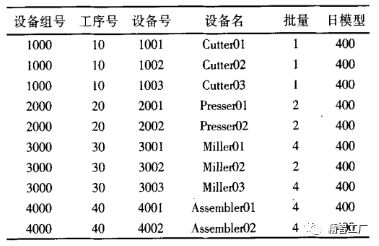
某汽车零件加工工厂有10台加工设备:
cuttel01、cuttel02、cuttel03是同类型的切割机;Pressel01、Pres—sel02是同类型的冲压机;Millel01、Millel02、Miller03是同类型的打磨机;Assemblel01和Assemblel02是同类型的组装机。
按照设备分组原则可将它们分为4个设备组,见表3。
表3:设备表
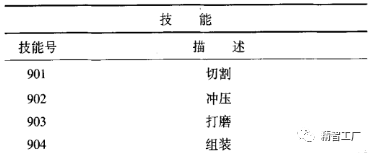
相对应的存在4个工种:切割、冲压、打磨和组装;4种技能:切割技能、冲压技能、打磨技能和组装技能。该工厂共有5名操作工,都具备一定的操作技能,见表4。
表4:员工技能表
还有一定量的生产工具用于辅助人员和设备生产,根据工具分组原则可分为4组,见表5。此外,仓库内有一定量的铁锭可用于产品生产。
表5:工具组表
上述对象在一定时间范畴内都存在可用性的问题。工厂是三班倒工作制,时间模型见表6。
模型设置到相对应的对象上,再辅以工厂的工作日历,就可以将工厂内各个对象一整年内的可用时间描述清楚。
表6:时间模型表
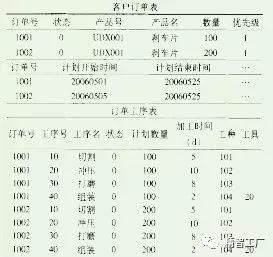
现在有两个客户订单——订单1001和1002分别需要生产刹车片100件和200件。根据数据关联图的描述,APS系统首先从工厂的ERP系统得到客户订单表和订单工序表,见表7。
当前订单1001的第1步加工工序是切割。APS首先将来料放置到该切割设备组1000前的一个虚拟缓冲区内。
如果在同一时间1002订单也在该工序进行加工,则APS根据内置的高级计划调度算法或客户定制的调度规则,并在考虑当前工序所需生产人员、生产工具和物料的可用性(包括时间和能力)的约束条件下,为当前设备组进行计划排程。
完成该工序的加工后,APS将订单送到冲压设备组2000进行下一步的计划排程。以此类推,最终可以得到两个订单在设备上的详细排程信息。
表7:订单表
结束语
好的生产数据结构是构建APS的基石,数据结构的设计在一定程度上决定了APS软件的优劣。APS的运作需要大量的数据作基础,在充分的采购计划、库存控制、成本控制及人力资源管理数据集成较好的情况下,APS能够帮助企业挖掘出经济效益方面的巨大潜能。

精智工厂一站式咨询规划服务
企业进行转型升级、推进智能制造需要寻找专业的合作伙伴,从培训、现状评估、规划,到具体的数字化工厂仿真、产线设计,到真正实现工控网络的建设,并建立工控安全体系,实现IT与OT系统的集成。
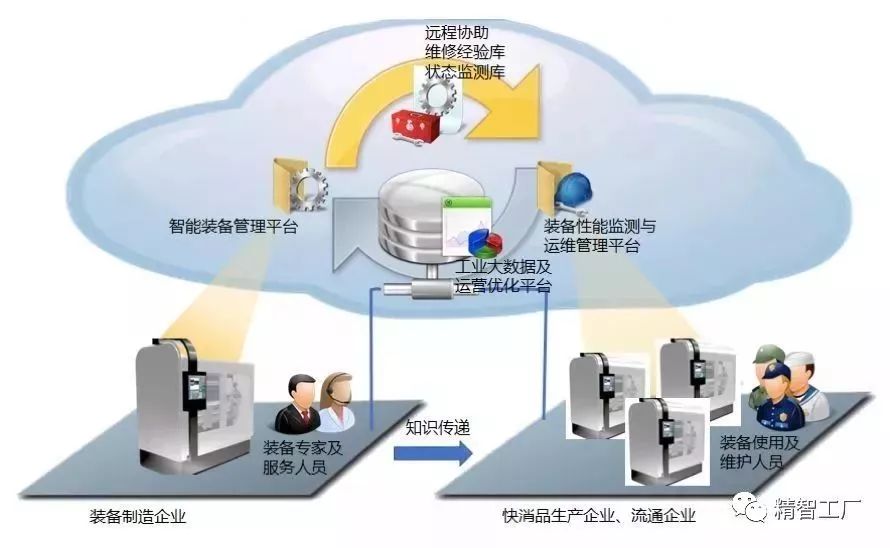
精智工厂(PlantIQ)沉淀了丰富的智能制造行业应用实践,整合内外部资源,优先以装备智能化为起点,打通装备制造、装备使用两类制造的核心价值链,为客户提供企业转型升级和智慧工厂建设相关的咨询服务,包括装备制造等机械加工领域,烟草、食品、药品及日化等快速消费品领域。
精智工厂面向工业(制造)企业和组织提供转型升级和建设智慧工厂的一站式全生命周期服务。包括智慧工厂战略规划、智慧工厂顶层设计、企业现状态诊断及转型建议、智慧工厂总集成、自有产品项目实施、联合创新研究等。围绕信息技术(数字智慧)、管理技术(精益管理)与制造工厂的融合领域(精智工厂)持续投资与创新,以咨询方法论、自有产品和专家团队为核心竞争力,打造支撑企业智造转型的专业服务品牌。
精智工厂多年来坚持自主创新,推出装备智能管理平台(A5-Suite)、资产性能管理平台(APM)、智能设辅助维护系统(A-MRO)、物联网大数据平台(CPSDB)、资产全生命周期及精益运维管理平台(EAM2)、企业运营优化管理套件(MOM-Suite),以及支持良好人机融合的智能终端、物联网与互联网融合的工业智能网关等终端产品。打造我国智能制造领域独特的枢纽与平台,成为对接制造企业与智能制造解决方案优秀提供商,真正为我国制造业转型升级做出实实在在的贡献。

离散型制造业如何实现智能制造
西门子告诉你“数字化工厂”与“自动化工厂”到底有何区别
工厂自动化改造的五大雷区,看懂了就是大咖!
200页PPT详解智能工厂总体规划与建设
工业4.0与数字孪生,制造业如虎添翼
更多推荐


 0
0 0
0- 0



 已为社区贡献1条内容
已为社区贡献1条内容

所有评论(0)